Продукти

Онлайн система за тестване на вихрови токове за права заварена тръба EFH1002
Пет предимства на продуктите
- Нагласете техническите параметри и стандартните проби на детектор за дефект в съответствие с изискванията за тестване.
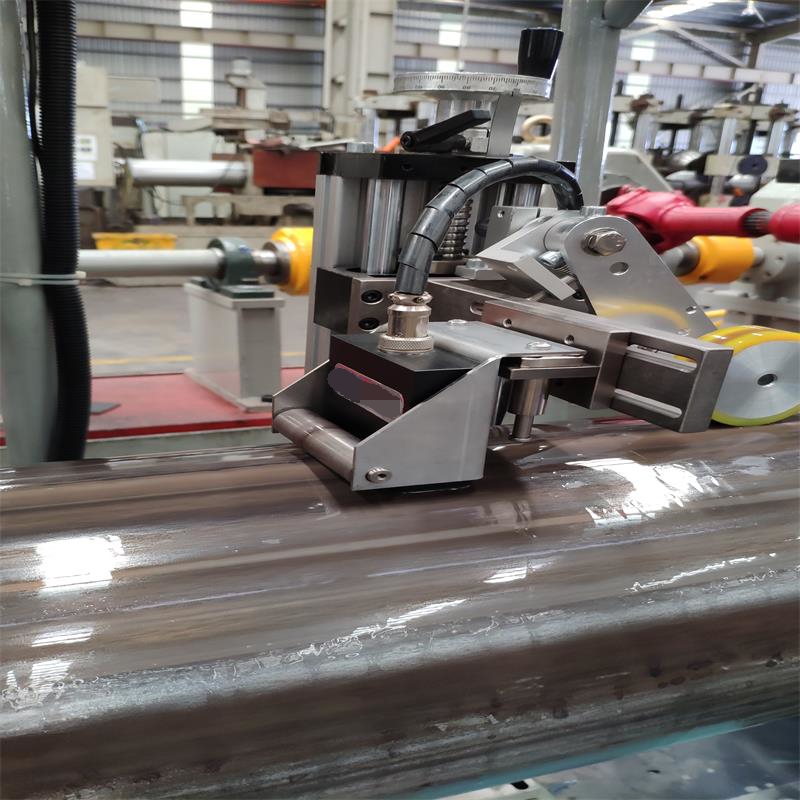
- Регулирайте позицията на сондата и сондата според спецификациите на детайла.
- Системата за откриване на дефекти открива детайла, алармите и маркировките.
- Заваръчната глава може да бъде заземена или регулирана чрез изключване по време на процеса.
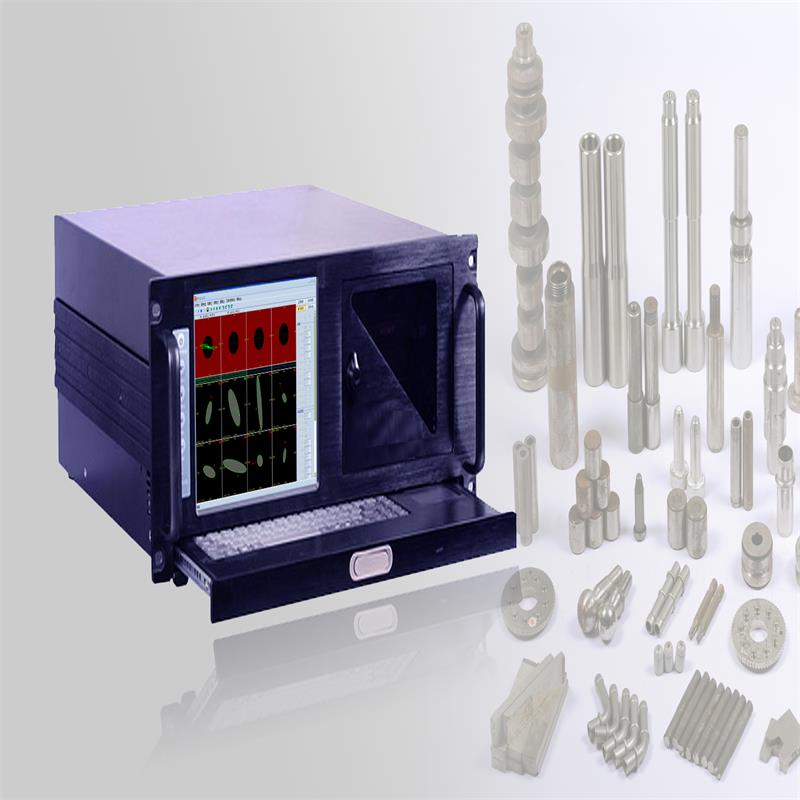
- Записването, съхранението и анализът на данни се извършват от хоста за откриване на дефекти.
информация за продукта
Онлайн система за тестване на вихрови токове за права заварена тръба EFH1002
Резюме на Проекта
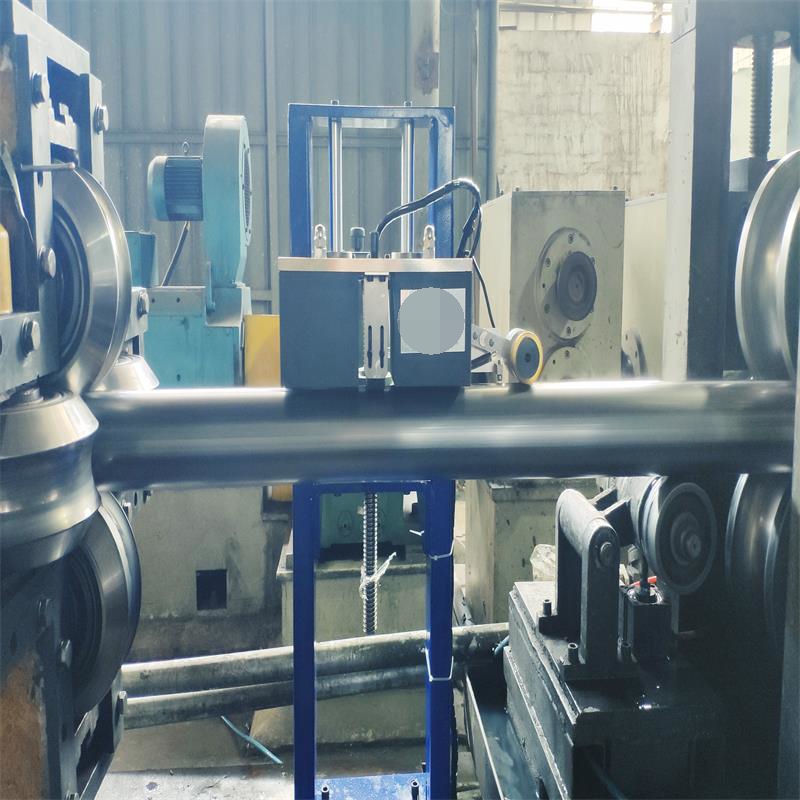
Клиентите произвеждат високочестотна заварена права заварени тръби, които са изработени от феромагнитни материали. На полето е инсталирана система за автоматично откриване на дефекти в режим на вихрови токове. Изисквания за изпитване: за откриване на напречни и надлъжни дефекти на тръбата и заваряйте. Предложена е схема за изпитване за допълнително тестване от двете страни.
Откриване на информация за детайла
Име на обекти за откриване Въглеродна стомана Права заварена тръба (заваряване с висока честота)
Материал Метални материали като феромагнитни материали
Спецификация на измерението Φ12-108mm
Ширина на заваряване 1-5 мм (плоска заварка или намотка)
дължина Онлайн откриване
Степен на огъване 1,5 мм / м (от станцията за откриване)
грапавост Кръгла повърхност (скосен край без изпъкнал втулка) ≦ 3.2, бр оксидна скала.
твърдост Harder
Скорост на откриване Препоръчва се чрез скорост ≦ 150m / min регулируем
(Скорост на откриване на инструмента: 0,52-750m / min)
Детекция на част температура ≦ 80 ° C или нормално температура
Изискване за откриване и Стандарт за точност
Изпълнителен стандарт за откриване
Брой стандарт Име на стандарт клас
GB / T 14480-2015 Неразрушителен инструмент за тестване водовъртеж Текущ Тестване оборудване /
GB / T 7735-2016 Автоматично тестване на вихровия ток за безшевна и заварена стоманена тръба Най-високата степен
(с изключение на заваръчна дъгова заварка) дефекти
Технически параметър на системата
Име на системата: Онлайн система за тестване на вихрови токове за права заварена тръба
Тип: EFH1002
Метод за откриване: Двуканално откриване на седлото (Абсолютен + диференциален)
Режим на управление: Автоматично + Ръчно
Инструмент и сонда: Вихроводен ток; Двуканален цифров висок интелигентност Еди ток детектор и сонда
Платформа за откриване: Основна платформа за откриване независимо разработена
Кратко въведение в операцията за откриване:
Коригирайте техническите параметри и стандартните проби на детектор за дефект в съответствие с изискванията за тестване;
Регулирайте положението на сондата и сондата според спецификациите на детайла;
Системата за откриване на дефекти открива детайла, алармите и маркировките;
Заваръчната глава може да бъде заземен или регулиран чрез изключване по време на процеса;
Записването, съхранението и анализът на данни се извършват от хоста за откриване на дефекти;
Автоматично формира отчет за откриване на дефекти.
Важни параметри на системата
име Технически параметър Забележки
Край на сляпото ≦ 50m В зависимост от скоростта на теста
стабилност След 72 часа ≦ 2dB Тестова проба
Точност на струйния печат ± петдесетмм Тестова проба
Степен на пропускане на преценката 0% Тестова проба
Процент на неправилно отчитане ≦ 2% Тестова проба
Тестова скорост Препоръчва се чрез скорост ≦ 150m / min Тестова проба
регулируем (Скорост на откриване на инструмента: 0,52-750m / min)
Принцип на изпитване на вихрови токове на наклонена / седловина
Тази система е използва се за вихров ток откриване на въглеродна стомана, неръждаема стомана, мед, алуминий и други тръби от цветни и черни метали. Цялата система се състои от пет части: устройство за откриване, аксесоари за откриване, машини, електричество и пневматика. Анализ на равнината на импеданс и многоамплитудна фазова алармена технология се използват за реализиране на автоматично откриване на дефекти и извеждане на сигнал за автоматично сортиране, аларма и маркиращ сигнал.
Променливият ток, генериран от инструмента, произвежда вихрови ток върху повърхността на детайла чрез детекторната бобина, а магнитното поле, генерирано от вихровия ток, влияе на импеданса на детекторната намотка от своя страна. Когато има дефекти по повърхността на детайла и материалът не е непрекъснат, първоначалното поле на вихровия ток ще бъде унищожено и импедансът на детекторната бобина ще бъде променен. Инструментът се подава обратно към измервателната сонда. Електрическият сигнал за промяна на импеданса се обработва за реализиране на автоматично откриване на дефект.
Общо описание на системата
Онлайн системата включва: интелигентен цифров двуканален детектор на дефекти, персонализирано устройство за откриване, сонда, алармена система, система за маркиране, персонализиран оригинален софтуер за откриване, автоматичен модул за управление (интеграция), персонализиран защитен шкаф и други стандартни аксесоари.
WEHANS AUTOMATION TECHNOLOGY. CO., LTD
Лице за контакт: Cynthia
Телефон: +86 15062667823
стационарни: +86 18121053868

Адрес на компанията: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.
уебсайт: wehans.bulb2b.com
предишен: Онлайн система за ...
Следващия: Онлайн система за ...
Разследване :

-

Многоканален интелигентен цифров детектор на вихрови токове EIG3000
-

Многочестотен и многоканален интелигентен цифров детектор с вихрови токове EK3000
-

Многоканален интелигентен цифров детектор с вихрови токове EIG2000
-
Интелигентно цифрово устройство за сортиране на вихрови токове ERS6000
-

Онлайн система за тестване на вихрови токове за права заварена тръба от неръждаема стомана ECN1002 / EFN1002
-
Онлайн система за тестване на вихрови токове за права заварена тръба EFH1002
-

Онлайн система за тестване на вихрови токове за пролетна стоманена тел ECH7002
-

PCB металографски микроскоп (JX22 / JX23-RT)